jazyk / language: česky | english | |||||||||||
|
|||||||||||
podpora on-line | seriál Upínače nástrojů, Technický tydeník, 2012
MAGNETICKÉ UPÍNAČE
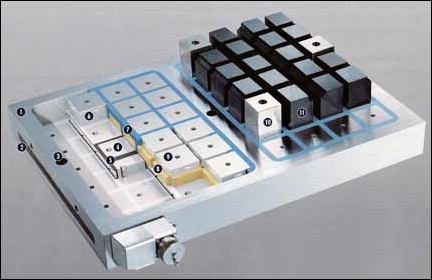
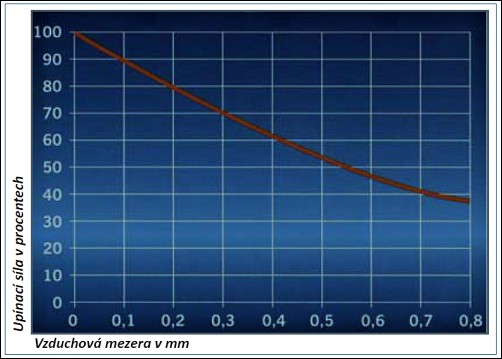
Aby bylo možno obrobek na magnetickém upínači upnout, musí být obrobkem překryt alespoň jeden jižní a jeden severní pól upínače; výhodou však je, když bylo pólů překryto více, protože tím se dosahuje rovnoměrného rozdělení upínací síly. V moderních magnetických upínačích se proto mimo radiální či paralelní koncepce pólů volí uspořádání pólů do čtverce (Tecnomagnete S.p.A., Schunk GmbH) nebo koncepce hexagonální (SAV Spann-Automations-Normteiltechnik GmbH), což zaručuje vyšší hustotu pólů na pólové desce, a navíc dovolí směrovat magnetické pole převážně do obrobku, čímž se zvyšuje účinnost upínače (obr. 1). Obrobek musí být zhotoven z materiálu s dostatečnou magnetickou vodivostí; nejvhodnějšími materiály dílců, které se mají upínat magneticky, jsou nízkouhlíkové oceli – u litiny, která má vyšší obsah uhlíku, se dosahuje zhruba jen 45 % upínací síly proti ocelím s nízkým obsahem uhlíku. Nemagnetické prvky, obsažené např. ve vysocelegovaných ocelích, snižují upínací sílu ještě více. Proto se doporučuje volit upínače s vysoce účinnými magnetickými materiály, které dokáží tyto nevýhody alespoň částečně eliminovat a pro náročné aplikace obrobek v upínači obložit příložkami z nízkouhlíkové oceli. Nezbytná je podmínka zajištění plošného kontaktu upínané plochy s upínačem, protože vzduchová mezera, daná nerovnostmi upínací plochy obrobku, okujemi nebo rzí brání průchodu magnetických siločar. Přídržná síla se zvyšující se mezerou mezi obrobkem a upínačem strmě klesá (obr. 2). Hloubkový účinek magnetického pole sahá do obrobku do hloubky, rovné zhruba polovině vzdáleností pólů; proto pro malé a tenké obrobky se volí rozteč pólů zhruba 5 mm a pro velké a silnostěnné cca 50 mm. Tím je zajištěna potřebná účinnost upnutí, protože magnetické siločáry se lépe soustředí v materiálu obrobku. Samotné magnety a cívky jsou chráněny pólovou deskou, uzavírající tělo upínače. Je zhotovena z materiálu schopného vést magnetické siločáry a z nemagnetických dělicích spár. Vytváří adhezní/upínací plochu upínače, rozdělenou na severní a jižní póly. Jejich tvar, počet a uspořádání určují nejen účinnost upínače, ale i jeho vhodnost pro jednotlivé aplikace. Pro magnetické upínače udávají jejich výrobci jmenovitou přídržnou sílu, která se pohybuje mezi 80–190 N/cm². Její skutečná velikost je však podmíněna materiálem obrobku, bezvadným plošným kontaktem upínané plochy obrobku s upínací plochou upínače a teplotou. Pokud není upínací plocha obrobku rovinná, lze užít magnetické upínače s pólovou deskou, vybavenou výškově nastavitelnými pólovými nástavci (obr. 3). Vzrůstající teplota snižuje upínací sílu permanentních magnetů – při +50 °C je již na 50 % původní hodnoty. K odstranění zbytkového magnetizmu dílce uvolněného z magnetického upínače a v některých případech i k uvolnění samotného upnutého obrobku, je nutno provést demagnetizaci. Provádí se buď přímo v upínači nebo v separátním odmagnetovacím zařízení; pro demagnetizaci se využívá přepólování, průchod obrobku střídavým magnetickým polem nebo vytvoření demagnetizačního pole, automaticky přizpůsobeného zbytkovému magnetizmu dílce.
PERMANENTNÍ MAGNETICKÉ UPÍNAČE Využívají přestavitelné neodymové permanentní magnety, uspořádané do vícenásobných řad. Jejich mechanickým přestavením nebo posuvem tzv. zkratovací manžety se docílí toho, že magnetické siločáry se uzavřou přes obrobek anebo jen v těle upínače. Tak se získá maximum přídržné síly, její redukce nebo její úplné zrušení. Tyto upínače jsou velmi jednoduché, prakticky bezúdržbové a nepotřebují žádný vnější zdroj energie; při práci se nezahřívají a nedeformují proto obrobek. Moderní vysoce účinné permanentní magnety jsou zhotovovány ze vzácných magnetických hornin, jako je samarium či neodym. Mohou být vyrobeny s velmi jemnou roztečí pólů a využívají se proto k upínání malých a jemných dílců.
ELEKROMAGNETICKÉ UPÍNAČE Vytvářejí magnetické pole okolo cívky, kterou pochází stejnosměrný elektrický proud. Jsou schopné generovat mohutné magnetické pole, jehož intenzita je dána proudem a konstrukčním provedením cívky, a proto jsou vhodné k upínání větších a nerovných dílců. Trvalý průchod proudu však upínač i dílec ohřívá a může ovlivnit přesnost obrábění. Potřebují trvalý zdroj elektrické energie pro vytvoření přídržné síly; je-li vypnuta, magnetické pole se rychle rozpadá a upínač ztrácí přídržnou sílu; proto se tyto typy upínačů vybavují záložními zdroji. Protože jejich činnost je dána parametry elektrického proudu, procházejícího cívkou, lze je snadno řídit počítačem a jsou vhodné pro automatizované aplikace.
ELEKTROPERMANENTNÍ MAGNETICKÉ UPÍNAČE Spojují výhody obou předešlých typů. Využívají magnety z ferromagnetického materiálu, které se vlivem krátkého proudového impulzu v budicí cívce aktivují a chovají se následně jako magnety permanentní dokud nejsou následným impulzem deaktivovány; jsou proto bezpečné i při přerušení dodávky elektrické energie. Plné upínací síly dosahují magnetické systémy cca 1 s po začátku aktivačního impulzu. Vyznačují se zanedbatelnou spotřebou elektrické energie, a díky tomu u nich nedochází k nežádoucímu ohřevu upínače a obrobku.
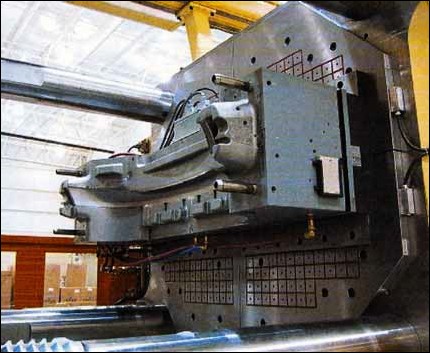
POUŽITÍ První magnetické upínače se objevily na přelomu devatenáctého a dvacátého století a byly určeny pro upínání při broušení. Od té doby se jejich používání rozšířilo do řady dalších oborů, jako je vrtání rovnoběžně s upínací plochou, soustružení či frézování. Tak, jak byly na trh uváděny stále účinnější magnetické upínače, schopné bezpečně přenášet i dynamické zatížení, rozšiřovalo se i jejich nasazení do dalších oblastí obrábění. Použití pólových nástavců, díky nimž upnutý obrobek neleží přímo na pólové desce, dovolilo na magnetickém upínači frézovat hrany nebo vrtat průchozí otvory kolmé k upínací ploše. Spolehlivost elektromagnetických upínačů dovolila jejich použití i pro upínání forem do vstřikovacích plastikářských lisů (Tecnomagnete Quad-Press). Ustavení formy usnadňují polohovací prvky, které obsahuje pólová deska upínače. Každý čtvercový pól systému o velikosti strany 50 nebo 80 mm je vytvořen ocelovým jádrem, obklopeným z pěti stran vysoce účinnými permanentními magnety AlNiCo + neodym a má schopnost generovat vysokou přídržnou sílu. Součástí řídicího systému těchto upínačů jsou kontrolní prvky – blízkostní senzory, kontrolující přítomnost formy, a FCS senzory, které kontrolují hodnotu nasycení magnetického toku, a tím i bezpečnost systému; systém lze integrovat do řídicího systému vstřikovacího lisu. Nasazení magnetických systémů upínání vstřikovacích forem (obr. 4) zkracuje dobu jejich montáže na lis až na 1/10 původního času a eliminuje jejich deformace, které způsobují běžně užívané mechanické upínací systémy. Zvláštní případ magnetických upínačů představují upínače hybridní (obr. 5), které spojují mechanické upínání s malou silou, které se využívá především pro středění obrobku na rotačním stole nebo při soustružení a následném upnutí na magnetickém principu, které zajistí dostatečný a bezpečný přenos řezných sil do upínače (Schunk Rota MCM, Röhm GmbH). Takto upnutý obrobek není deformován upínacími silami a jeho přesné upnutí si vyžádá pouze minimum času. Ing. Petr Borovan, převzato z Technického týdeníku podrubriky seriál Upínače nástrojů, Technický tydeník, 2012:
| |||||||||||