jazyk / language: česky | english | |||||||||
|
|||||||||
podpora on-line | seriál Řezné nástroje, Technický tydeník, 2012
Vrtáky s výměnnými řeznými destičkami dosahují přesnosti rozměrů vrtaného otvoru v rozmezí IT12 – IT13, klasické spirálové vrtáky IT9 až IT12, přesně broušené monolitní až IT5 – IT10. V praxi bývají požadavky na přesnost otvoru (ovalita, kuželovitost, soudkovitost otvoru, přímost osy) i na kvalitu obrobené plochy podstatně vyšší a pak nezbývá než zařadit jednu nebo více dokončovacích operací. Ty se sice nevyznačují tak vysokou produktivitou, ale protože se jimi odebírá jen tenká povrchová vrstva, není menší úběr materiálu za jednotku času příliš na škodu. Výhodou je i to, že se neodebírá materiál v ose otvoru či její blízkosti.
Vrtací tyč může opracovávat rotující nebo stojící obrobek; vyvrtávací hlavy se užívají pro opracování větších otvorů, a proto při práci s nimi většinou obrobek stojí a rotuje vrtací hlava. Výhodou vrtacích hlav je, že je lze seřídit na několik průměrů v rámci rozsahu daného jejím konstrukčním provedením; nevýhodou pak je nevývaha, daná aktuální konfigurací vyvrtávací hlavy. Proto se dodávají i vrtací hlavy s automatickým seřizováním nevývahy, vyznačující se klidnějším chodem. Moderní vyvrtávací hlavy (výrobci Wohlhaupter, Kaiser, D´Andrea) jsou velmi přesné nástroje, schopné nastavení v přesnostech 0,002 – 0,01 mm na průměru; některé typy lze přestavit i během operace na základě elektronického signálu (Komet). Plynulé přestavení nože v průběhu operace se využívá k opracování čela otvoru, a to i z odvrácené strany nebo k opracování kuželových ploch v omezeném rozsahu. Specializovaní výrobci dodávají vyvrtávací hlavy v modulárním provedení, pokrývajícím širokou škálu aplikací. VYSTRUŽOVÁNÍ Nestačí-li kvalitativní parametry otvoru dosahované vyvrtáváním, nebo je li průměr otvoru příliš malý, volí se jako dokončovací operace vystružování, kterým lze dosáhnout přesnost otvoru v rozmezí IT5 – IT7 a drsnost obrobené plochy Ra 0,4 – 0,8 µm. Výstružník je osový nástroj (obr. 2), který pracuje svojí čelní částí a odebírá přídavek materiálu 0,1 – 0,4 mm, opět dle opracovávaného průměru. Úhel nastavení břitu κ = 20°- 45 °. Vlastní pracovní část nástroje se dělí na část řeznou, část vodicí (kalibrovací) a konečně výběh s odlehčením 2° až 5°, přičemž ruční výstružníky mají úhel κ menší a řeznou část delší, aby se dosáhlo snadnějšího zavedení nástroje do otvoru. Výstružníky mají sudý počet zubů, které mohou být přímé nebo ve šroubovici a které jsou na nástroji rozmístěny s nepravidelnými roztečemi, aby se eliminoval vznik vibrací. Mohou být zhotoveny z rychlořezné oceli typu HSS, HSS-E nebo HSS-PM a opatřeny povlakem TiN, TiAlN nebo MoS2 dle účelu použití nebo jako monolitní ze slinutého karbidu, rovněž povlakovaného. Pro velmi přesné otvory se dodávají výstružníky s jemně radiálně stavitelnými břitovými destičkami, kde se nastavení děje buď kazetou břitové destičky nebo se osovým vtlačováním seřizovacího kužele do čela nástroje radiálně rozpíná celá pracovní část (LMT-Kieninger). Pro velké průměry dodává SECO Tools AB výstružníky opatřené výměnnými břitovými destičkami, každou s osmi břity (obr. 3). Řezné podmínky se volí dle řezného materiálu nástroje a obráběného materiálu; pro ilustraci lze uvést, že odebíraný přídavek materiálu činí 0,1 – 0,4 mm; posuv na otáčku (běžně mají výstružníky 4 – 8 zubů) obnáší zhruba 0,02 – 0,8 mm a řezné rychlosti se pohybují v rozmezí od 5 m/min při opracování slitin niklu do 40 m/min při opracování slitin hliníku.
HONOVÁNÍ A LAPOVÁNÍ Při honování se zvyšuje jakost opracovávané plochy jemným přebrušováním honovacími kameny, které jsou upevněny v honovací hlavě. Honovací hlava provádí přímočarý vratný pohyb ve směru osy otvoru a současně pohyb rotační; na opracovaném povrchu jsou proto paralelní křižující se stopy po brusných zrnech. Pro správný geometrický tvar otvoru – eliminaci soudkového nebo kuželovitého tvaru - je nutno zajistit přeběh honovacích kamenů přes oba okraje otvoru v délce cca 1/3 délky kamene. Při honování se vždy používají řezné kapaliny, kdy se využívá jejich schopnost odplavit uvolněná brusná zrna. Přídavky na honování činí 0,02 až 0,20 mm na průměr, obvodová rychlost při dokončování 20 – 50 m/min a posuvová rychlost 4 – 15 m/min. Honování zlepší ovalitu, kuželovitost a zlepší osovou přímost otvoru i kvalitu povrchu. Dosahovaná přesnost rozměrů činí IT4 až IT5 a drsnost povrchu Ra = 0,1 až 0,2 µm. Při lapování se odebírá materiál působením zrn volného brusiva, které je přiváděno v kapalině nebo měkké pastě mezi povrch obrobku a nástroje. Vlivem seřezávání mikronerovností povrchu brousicími zrny dochází k částečnému zlepšení geometrického tvaru i ke zlepšování drsnosti. Používané přídavky pro lapování se pohybují mezi 8 až 15 µm a hlavní pracovní parametr je přítlačný tlak, který se volí mezi 2 – 20 N/cm2, a doba procesu. Dosahovaná přesnost rozměrů je IT2 - IT4 a drsnost Ra = 0,02 - 0,15 µm. VÁLEČKOVÁNÍ Válečkování otvorů je tvářecí operace, kdy jsou nerovnosti zahlazovány tvrdými válečky, odvalujícími se po opracovávaném povrchu otvoru. Nástroj je tvořen válečky, volně otočnými v kleci, nasunuté na pevný kuželový dřík nástroje, který je pevně spojen s jeho upínacím kuželem (HSK, Capto aj.). Klec se může na kuželovém dříku volně otáčet. Při zasunutí rotujícího nástroje do otvoru se jeho kuželový dřík axiálně posune proti kleci a radiálně vysouvá válečky proti opracovávanému povrchu; klec i povrchem otvoru unášené válečky vůči povrchu otvoru rotují a válečky jsou při rotaci zatlačovány do povrchu otvoru a vyhlazují na něm nerovnosti. Vnější vrstvy povrchu otvoru se plasticky přetvářejí, dochází ke zpevnění materiálu obrobku proti jádru až o 30-50 %, drsnost povrchu se zlepšuje na cca 1,0 µm a zvyšuje se jeho nosný podíl. Aby k tomu mohlo dojít, neměla by přesáhnout pevnost materiálu obrobku hodnotu cca 1400 MPa a jeho tvrdost 45 HRC. Optimální rychlost válečků vůči povrchu se doporučuje 100 – 150 m/min a posuv 0,2 mm/ot. PROTAHOVÁNÍ
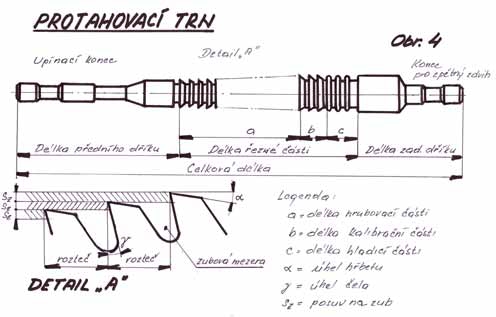
Používá se především k vytvoření nerotačního tvaru z výchozího rotačního tvaru předpracované díry; jako příklad lze uvést zhotovení profilu pro pero nebo drážkového profilu v kole uloženém na drážkovém hřídeli. Nástroj, protahovací nebo protlačovací trn (obr. 4), se vsune do předpracovaného otvoru a při jeho axiálním pohybu otvorem vytváří jeho zuby potřebný profil. Rozdíl výchozího a konečného profilu, dělený posuvem na zub, dává počet řezacích zubů; celkovou délku trnu pak určuje nejen rozteč a počet řezacích zubů, ale i délka upínací části, vodicí části a závěrečné kalibrovací a hladicí části, tvořené kalibrovacími a hladicími zuby. Protahováním se dosahuje přesnosti IT6 až IT7 a drsnosti Ra = 0,2-0,8 µm; jeho hlavní výhodou, která eliminuje náklady na drahý a přesný nástroj, je vysoká produktivita při velkosériové výrobě oproti frézování či elektrojiskrovým způsobům opracování.
Protahovat lze nejen vnitřní, ale i vnější plochy. Řezná rychlost se volí 2 až 60 m/min, resp. až 80 m/min pro slitiny hliníku; posuv 0,02 až 0,15 mm/zub a tyto parametry jsou ovlivněny opracovávaným materiálem a tvarem zhotovované plochy. Rozteč zubů se volí podle délky opracovávané plochy a zubová mezera musí bezpečně pojmout vzniklou třísku. Pokud by trn vycházel příliš dlouhý, je možno jej zhotovit jako sadový. Nástroje se vyrábějí z nástrojové nebo rychlořezné oceli, opatřené PVD povlakem TiN nebo TiAlN. Vzhledem k tvarové složitosti, vysokému počtu zubů a individuálnímu návrhu se trny s výměnnými zuby ze slinutého karbidu nebo dokonce jako monolitní vyskytují jen výjimečně. Ing. Petr Borovan, převzato z Technického týdeníku | |||||||||